By Mark Barnes, Des-Case Corporation
Based on a Customer Testimonial by Jim Pezoldt, Lubrication Engineers, Inc.
From dozers to graders and loaders to haul trucks, diesel engines are everywhere. For companies that rely on diesel power to make their living, there’s no greater emphasis than diesel engine reliability. But when it comes to diesel engines, they also have some of the shortest life expectancies.
Compared to fixed equipment, where mean-time-between-rebuilds is measured in years, most diesel engine original equipment manufacturers (OEMs) recommend an engine overhaul or rebuild every 12,000 to 15,000 hours. Even with oil analysis, which allows the rebuild interval to be optimized, 20,000 to 25,000 hours is about as good as it gets for engine life in off-highway applications.
So why is it that an engine has such a short life expectancy? The issue is less about maintenance than it is about the operating conditions and environment of a typical engine. With temperatures close to 200 degrees F, severe duty and shock loads, internal contaminants like soot, acids and wear debris, and the possibility of fuel or glycol leaks, engines have a tough life.
But perhaps the biggest engine killer is external contamination in the form of dust and dirt sucked into the engine through the air intake each minute of operation. Particle contamination can be lethal for engines –even microscopic particles no bigger than a red blood cell can result in a significant reduction in an engine’s life expectancy. In fact, studies by General Motors, Cummins Inc., and other engine OEMs have proven that particles in the 0–to–5 and 5–to–10 micron size ranges are three times more likely to cause wear in critical piston rings and bearings than larger particles (Figure 1). To put that into context, particles that are less than a tenth of the diameter of a human hair are enough to reduce an engine’s life expectancy by one half or more! These particles, which are often called silt-sized particles, are so small that a large percentage of those ingested into the engine air intake manifold pass straight through the air filter, which, by comparison, is really only equipped to take out rocks and boulders.
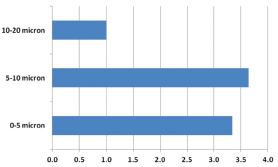 Figure 1: Relative wear rates for engine rings and bearings versus particle size distribution (Ref: Cummins, Inc.).
Figure 1: Relative wear rates for engine rings and bearings versus particle size distribution (Ref: Cummins, Inc.).
Armed with these facts–which are widely known by OEMs, lubrication engineers and filter manufacturers alike–why is it that most full-flow engine oil filters are at best 70 percent efficient at removing 10 micron particles and are effectively useless at removing silt-sized particles? The answer is largely a question of flow. With any filter, there is always a balance between flow rate and filter efficiency. With most filters, as the micron rating and filter efficiency improves, the flow rate drops off significantly. This should be fairly obvious: the smaller pore sizes necessary to trap smaller particles create a greater barrier to oil flow. But the problem is exacerbated by simple physics: For most mechanical filters, halving the micron rating, say from 10 to 5 microns, would require a fourfold increase in filter surface area to maintain the same flow rate. Because of this and due in part to the physical limitations in the size of an engine filter, it is almost impossible for filter manufacturers to reduce the micronrating to be more efficient at removing silt-sized particles while maintaining adequate flow rates.
So that’s it, right? We’re stuck with accepting the fact that the most harmful particles to an engine are going to be present in an engine with no hope of removing them? Wrong! By thinking outside the box a little, silt particles can be removed from engines effectively, with a dramatic impact on engine life. To illustrate the effect, consider the following example:
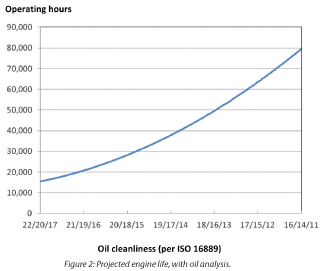 Figure 2: Projected engine life, with oil analysis.
Figure 2: Projected engine life, with oil analysis.
Case Study
A maintenance team at a 25,000-acre surface coal mining operation in Montana was seeking to improve profitability by lowering direct maintenance costs and extending the operational life of the engines. They were well aware that the service life of their engines was being cut short by particles that the OEM fullflow filtration was not designed to remove. They contacted Jim Pezoldt from Lubrication Engineers to help them improve their engine life. Starting with their CAT 992G bucket loaders equipped with CAT 3508B engines, the mine developed an approach to reduce silt-sized particles from the engines. Initial oil analysis data on one 992G in the mine’s fleet indicated a particle count of 22/21/18, with copper and iron levels at 118ppm and 53ppm respectively, levels commonly found across the rest of the fleet. Maintenance personnel also indicated that a typical engine “top end” overhaul interval was approximately every 12,000 hours, and when engines were torn down, they were typically very dirty inside with evidence of scuffing on the cylinders. The team set about lowering in-service contamination levels through an aggressive contamination control strategy, as well as switching to an enhanced diesel engine oil – LE’s Monolec Ultra® Engine Oil (8800).
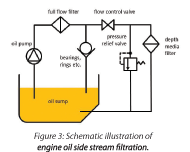 Figure 3: Schematic illustration of engine oil side stream filtration.
Figure 3: Schematic illustration of engine oil side stream filtration.
Exactly 931 hours after improving their oil filtration, an oil analysis was conducted to evaluate if any improvements had been made in oil cleanliness. To their surprise, ISO cleanliness levels went from 22/21/18 (c) to 17/16/13 (c), soot levels were maintained at or below 0.1% volume and iron levels dropped from 53ppm to 7ppm. Based on this and the standard life-extension tables (Figure 2), the mine has projected a four-fold life extension, resulting in a savings of $129K over five years, equivalent to a 216 percent return on their investment (Table 1). This is just one of many examples that demonstrate the effect of improving slit particles in engines.
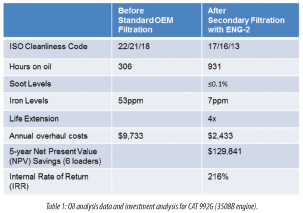 Table 1: Oil analysis data and investment analysis for CAT 992G (3508B engine).
Table 1: Oil analysis data and investment analysis for CAT 992G (3508B engine).
Bypass Filtration
So how did they do it? The answer is fairly straightforward as illustrated in Figure 3. Without changing the flow of oil within the engine, a small slipstream of oil is taken after the full-flow filter using a flow control valve. By regulating oil flow through the valve, only 10 percent of the total oil flow is removed at any given time, which is not high enough to cause any harm to the engine. This side stream of oil is passed at normal engine oil pressure through a depth media filter with an efficiency rating of 99.9 percent at 3 microns (β3(c)>1000). The oil is then returned to the sump. For safety, a relief valve is included to avoid over pressurization of the bypass filter during start-up.
Conclusion
Engine overhaul and rebuilds are a significant cost to diesel engine maintenance budgets. With few exceptions, significant improvement in engine life can be achieved by controlling silt-sized contaminants.
 Note: Originally published in the December 2011 issue of Uptime magazine. Bypass Filtration Lubrication consultant Jim Pezoldt, MLT I & MLA II, has represented Lubrication Engineers, Inc. since 1992. His company, Pezoldt Petroleum Products, services portions of Montana and North Dakota and has significant experience working with mining and drilling operations. www.LElubricants.com
Note: Originally published in the December 2011 issue of Uptime magazine. Bypass Filtration Lubrication consultant Jim Pezoldt, MLT I & MLA II, has represented Lubrication Engineers, Inc. since 1992. His company, Pezoldt Petroleum Products, services portions of Montana and North Dakota and has significant experience working with mining and drilling operations. www.LElubricants.com




